Thermoformen technischer Kunststoffbauteile
Verfahren, Vorteile und Anwendungen
Das Thermoformen von Kunststoffen ist ein Umformverfahren der Kunststofftechnik, bei dem thermoplastische Kunststoffe als Platten oder Folien erwärmt und anschließend in eine dreidimensionale Form gebracht werden. Die Umformung erfolgt je nach Verfahren mithilfe von Vakuum, Druckluft oder mechanischer Unterstützung.
Zum Thermoformen zählen verschiedene Verfahrensvarianten wie Vakuumtiefziehen, Druckumformen oder das Twin-Sheet-Verfahren. Das Verfahren wird zur Herstellung unterschiedlichster Kunststoffbauteile eingesetzt und zeichnet sich durch hohe Flexibilität bei Geometrie, Materialauswahl und Bauteilgröße aus.
Für technische Kunststoffbauteile kommen je nach Anforderungen unterschiedliche Thermoformverfahren zum Einsatz. Hesse Thermoformung hat sich dabei auf das Kunststoff-Tiefziehen als besonders wirtschaftliches Verfahren für mittelgroße bis großformatige Bauteile spezialisiert.
Vorteile des Thermoformens
Wann ist Thermoformen die richtige Wahl?
Typische Anwendungen
Der Thermoformprozess
Thermoformverfahren und ihre Unterschiede
Thermoformen von Kunststoffplatten und Kunststofffolien
Kunststoffe und Werkstoffauswahl im Thermoformen
Unterschied zwischen Thermoformen, Tiefziehen und Vakuumformen
Tiefziehen im Thermoformen
Industrielles Thermoformen technischer Kunststoffteile
Konstruktion von Thermoformteilen
Thermoformwerkzeug und Prozessführung
Einflussfaktoren im Thermoformen
Thermoformen im Vergleich zu anderen Verfahren
Automatisierung in der Thermoformung
Recycling und Rezyklate im Thermoformen
Zusammenhang zwischen Thermoformen und Extrusion
Fragen rund ums Thermoformen
Thermoformen ermöglicht die Verarbeitung thermoplastischer Kunststoffe zu unterschiedlichen Kunststoffteilen. Das Verfahren zeichnet sich insbesondere durch flexible Umformmöglichkeiten, vielfältige Materialoptionen sowie eine hohe Gestaltungsfreiheit hinsichtlich Geometrie und Oberfläche aus.
Zu den wesentlichen Eigenschaften des Thermoformens zählen:
Die Eigenschaften thermogeformter Kunststoffteile werden maßgeblich durch Materialauswahl, Werkzeugkonzept und Prozessführung beeinflusst.
Ob Thermoformen für eine Anwendung geeignet ist, hängt insbesondere von Geometrie, Materialverhalten und den Anforderungen an das Kunststoffteil ab.
Für technische Kunststoffbauteile kommt dabei besonders häufig das Kunststoff-Tiefziehen zum Einsatz. Genau auf dieses Thermoformverfahren hat sich die Hesse Thermoformung spezialisiert, da es wirtschaftliche Werkzeugkonzepte, hohe Gestaltungsfreiheit und eine flexible Serienfertigung ermöglicht.
Thermoformen eignet sich insbesondere für Kunststoffbauteile mit individuellen Geometrien sowie spezifischen Anforderungen an Oberfläche, Funktion, Stabilität und Gewicht. Das Verfahren bietet große konstruktive Freiheit und ermöglicht die wirtschaftliche Herstellung technischer Kunststoffbauteile in unterschiedlichen Größen und Stückzahlen.
Besonders wirtschaftlich ist Thermoformen bei mittelgroßen bis großformatigen Bauteilen sowie bei Projekten, bei denen vergleichsweise geringe Werkzeugkosten, kurze Entwicklungszeiten oder flexible Produktanpassungen gefragt sind. Je nach Bauteilgeometrie, Werkstoff und Automatisierungsgrad eignet sich Thermoformen für Prototypen, Klein- und Mittelserien sowie – abhängig von den Projektanforderungen – auch für größere Serien.
Thermoformen eignet sich insbesondere, wenn:
Typische Anwendungen reichen von Kunststoffverkleidungen und Gehäusen über Abdeckungen bis hin zu funktionalen Kunststoffbauteilen für den Maschinenbau, Fahrzeugbau, die Medizintechnik, Gebäudetechnik und viele weitere industrielle Einsatzbereiche.
Die Wahl des geeigneten Fertigungsverfahrens hängt immer von Bauteilgeometrie, technischen Anforderungen, Stückzahl und Wirtschaftlichkeit ab. Thermoformen wird insbesondere dann eingesetzt, wenn technische Kunststoffbauteile wirtschaftlich gefertigt und gleichzeitig flexibel an individuelle Anforderungen angepasst werden sollen. Im Vergleich zu vielen anderen Fertigungsverfahren lassen sich Werkzeuganpassungen, Varianten und Entwicklungsänderungen häufig schneller und kostengünstiger umsetzen.
Zu den wesentlichen Vorteilen des Thermoformens zählen:
Für technische Kunststoffbauteile kommt in der industriellen Praxis besonders häufig das Kunststoff-Tiefziehen als Thermoformverfahren zum Einsatz. Genau auf dieses Verfahren hat sich Hesse Thermoformung spezialisiert. Gerne prüfen wir gemeinsam mit Ihnen, ob sich Ihr Kunststoffbauteil wirtschaftlich im Kunststoff-Tiefziehen realisieren lässt.
Ob fertige CAD-Konstruktion oder erste Bauteilidee – wir bewerten gemeinsam mit Ihnen Bauteilgeometrie, Material, Stückzahl und technische Anforderungen. Als Spezialist für Kunststoff-Tiefziehen prüfen wir, ob sich Ihr Bauteil wirtschaftlich im Thermoformverfahren fertigen lässt und begleiten Sie bei Bedarf von der Materialauswahl bis zur Serienfertigung.
Sie erreichen uns telefonisch:
+49 2837 96 130 0 per E-Mail oder ganz einfach über unser Kontaktformular.
Thermoformen wird zur Herstellung unterschiedlichster Kunststoffteile eingesetzt. Je nach Verfahren, Material und Halbzeug eignet sich das Thermoformen sowohl für technische Anwendungen als auch für Verpackungs- und Designanwendungen.
Typische Einsatzbereiche sind unter anderem Verkleidungen, Gehäuse, Abdeckungen, Verpackungen, Transport- und Funktionsteile sowie mittelgroße und großformatige Thermoformteile mit definierten Oberflächen- und Geometrieanforderungen.
Je nach Material, Werkzeugkonzept und Prozessführung lassen sich unterschiedliche Anforderungen an Stabilität, Oberfläche, Materialstärke und Bauteilgeometrie realisieren.
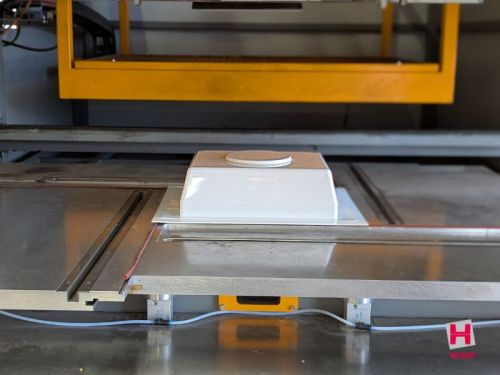
Beim Thermoformen werden thermoplastische Kunststoffplatten oder -folien erwärmt, umgeformt und anschließend kontrolliert abgekühlt.
Die Eigenschaften der gefertigten Thermoformteile werden maßgeblich durch Materialauswahl, Werkzeugkonzept und Prozessführung beeinflusst. Entscheidend sind unter anderem Temperaturführung, Umformverhalten und Materialverteilung während des Prozesses.


Zu den wichtigsten Thermoformverfahren für technische Kunststoffbauteile zählen Vakuumtiefziehen, Druckumformen und das Twin-Sheet-Verfahren. Die Auswahl des geeigneten Verfahrens hängt insbesondere von Geometrie, Materialverhalten und den Anforderungen an die Umformung ab.
Für die Herstellung technischer Kunststoffbauteile wird in der industriellen Praxis überwiegend das Kunststoff-Tiefziehen eingesetzt. Es zählt zu den wichtigsten Thermoformverfahren und bildet den Schwerpunkt der Hesse Thermoformung GmbH.
In der industriellen Praxis werden verschiedene Umformtechniken häufig miteinander kombiniert, um Materialverteilung, Oberflächenqualität und Prozessstabilität gezielt zu beeinflussen.
Je nach Verfahren kommen Kunststoffplatten oder Kunststofffolien als Halbzeug zum Einsatz. Welche Materialform geeignet ist, hängt insbesondere von Materialeigenschaften, Geometrie und Umformanforderungen ab.
Das Thermoformen von Kunststoffplatten wird insbesondere für technische Anwendungen und Thermoformteile mit höheren Anforderungen an Stabilität, Geometrie und Oberflächenqualität eingesetzt. Im Vergleich zur Folienverarbeitung lassen sich dadurch stabilere und formsteifere Bauteile realisieren.
Zum Einsatz kommen thermoplastische Kunststoffplatten, die erwärmt und anschließend in der Thermoformmaschine umgeformt werden. Die Eigenschaften der geformten Bauteile werden dabei maßgeblich durch Material, Plattenaufbau, Werkzeugkonzept und Prozessführung beeinflusst.
Das Verfahren eignet sich insbesondere für mittelgroße bis großformatige Geometrien sowie für Anwendungen mit erhöhten Anforderungen an Stabilität und Oberflächenqualität.
Das Thermoformen von Kunststoffplatten bildet die Grundlage für zahlreiche technische Kunststoffbauteile. Für industrielle Anwendungen kommt dabei besonders häufig das Kunststoff-Tiefziehen zum Einsatz. Genau auf dieses Thermoformverfahren hat sich Hesse Thermoformung spezialisiert und fertigt daraus technische Kunststoffbauteile für unterschiedlichste Branchen.
Das Thermoformen von Kunststofffolien wird vor allem für dünnwandige Anwendungen mit geringen Materialstärken eingesetzt. Im Vergleich zur Verarbeitung von Kunststoffplatten liegt der Fokus dabei auf kontinuierlichen und hochautomatisierten Prozessabläufen.
Die Folien werden als Rollenware in den Thermoformprozess geführt, erwärmt und anschließend mithilfe von Vakuum und/oder Druckluft umgeformt. Aufgrund der geringen Materialstärken lassen sich kurze Zykluszeiten und hohe Prozessgeschwindigkeiten realisieren.
Für das Thermoformen kommen unterschiedliche thermoplastische Kunststoffe wie ABS, ASA, PMMA, PC, PP oder PE zum Einsatz. Die Auswahl des geeigneten Werkstoffs beeinflusst sowohl das Umformverhalten während des Prozesses als auch die späteren Eigenschaften der Thermoformteile.
Entscheidend sind unter anderem mechanische Eigenschaften, Temperaturbeständigkeit, chemische Beständigkeit sowie Oberflächen- und Witterungseigenschaften des Materials.
Da sich Thermoplaste hinsichtlich Umformbarkeit, Dehnverhalten und Temperaturfenster unterscheiden, müssen Material, Geometrie, Werkzeugkonzept und Prozessführung aufeinander abgestimmt werden.
Eigenschaften wie Dehnfähigkeit und Materialverteilung beeinflussen dabei maßgeblich das Prozessergebnis. Je nach Anforderungen können unterschiedliche Materialaufbauten und thermoplastische Werkstoffkombinationen eingesetzt werden.
Weitere Informationen zu Werkstoffen, Materialkombinationen und Tiefziehverfahren finden Sie auf unserer Seite zum Kunststoff-Tiefziehen.

Ob fertige CAD-Konstruktion oder erste Projektidee – wir begleiten Ihr Projekt ne nach Bedarf von der technischen Beratung über Materialauswahl und Bauteilauslegung bis zur Serienfertigung. Als Spezialist für das Kunststoff-Tiefziehen entwickeln wir wirtschaftliche Lösungen für anspruchsvolle Kunststoffbauteile.
Sie erreichen uns telefonisch:
+49 2837 96 130 0 per E-Mail oder ganz einfach über unser Kontaktformular.
Thermoformen ist der Oberbegriff für Umformverfahren, bei denen thermoplastische Kunststoffe durch Erwärmung in eine dreidimensionale Geometrie gebracht werden.
Das Tiefziehen ist eine Verfahrensvariante innerhalb des Thermoformens. Dabei wird das erwärmte Kunststoffhalbzeug in oder über ein Werkzeug umgeformt.
Vakuumformen beziehungsweise Vakuumtiefziehen beschreibt die eingesetzte Umformtechnik, bei der das Material mithilfe von Unterdruck an die Werkzeugkontur angelegt wird.
Thermoformen, Tiefziehen und Vakuumformen werden im industriellen Umfeld häufig synonym verwendet, beschreiben technisch jedoch unterschiedliche Ebenen innerhalb des Umformprozesses.
Das Tiefziehen ist eine Verfahrensvariante innerhalb des Thermoformens. Dabei wird ein erwärmtes thermoplastisches Kunststoffhalbzeug mithilfe von Vakuum in oder über ein Werkzeug umgeformt.
Beim Vakuumtiefziehen wird das Material durch Unterdruck an die Werkzeugkontur angelegt und in die gewünschte Geometrie umgeformt.
Das Verfahren wird insbesondere für die Verarbeitung thermoplastischer Kunststoffplatten eingesetzt und zählt zu den wichtigsten Technologien im industriellen Thermoformen.
Weitere Informationen zum industriellen Tiefziehen von Kunststoff, zu Werkzeugkonzepten und zur Bauteilauslegung finden Sie auf unserer Seite zum Kunststoff-Tiefziehen.
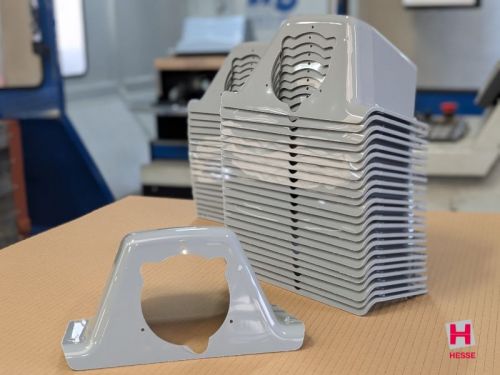
Im industriellen Thermoformen werden je nach Anwendung unterschiedliche Verfahren eingesetzt. Für technische Kunststoffbauteile hat sich dabei insbesondere das Kunststoff Tiefziehen etabliert, da es die wirtschaftliche Herstellung mittelgroßer bis großformatiger Bauteile mit hoher Designfreiheit, hochwertigen Oberflächen und vergleichsweise geringen Werkzeugkosten ermöglicht. Typische Anwendungen sind Verkleidungen, Gehäuse, Abdeckungen oder strukturgebende Thermoformteile für Maschinenbau, Fahrzeugbau, Medizintechnik, Gebäudetechnik und weitere industrielle Einsatzbereiche.
Dabei werden überwiegend thermoplastische Kunststoffplatten verarbeitet, die im Thermoformprozess in eine definierte dreidimensionale Geometrie umgeformt werden.
Entscheidend sind unter anderem Bauteilgröße, Wandstärkenverteilung, Oberflächenqualität, Materialverhalten sowie eine reproduzierbare Prozessführung.
Weitere Informationen finden Sie auf unserer Seite zu Kunststoffteilen.

Bei der Konstruktion von Thermoformteilen müssen insbesondere Wandstärkenverteilung, Radien, Entformungsschrägen und Materialverhalten berücksichtigt werden.
Da es sich beim Thermoformen um ein Umformverfahren handelt, unterscheidet sich die konstruktive Auslegung deutlich von Verfahren wie dem Spritzguss.
Wandstärkenverteilung: Während des Umformprozesses wird das Material gedehnt, wodurch Wandstärken nicht gleichmäßig verteilt sind.
Radien und Geometrie: Ausreichend große Radien unterstützen eine gleichmäßige Materialverteilung und reduzieren kritische Umformbereiche.
Entformungsschrägen: Sie sind notwendig, um eine sichere Entformung aus dem Werkzeug zu gewährleisten.
Werkzeugauslegung: Konstruktion und Werkzeugkonzept müssen aufeinander abgestimmt werden, um stabile Umformprozesse zu ermöglichen.
Eine abgestimmte Betrachtung von Material, Geometrie und Prozessführung ist entscheidend für eine sichere und reproduzierbare Umformung.
Weitere Informationen zu konstruktiven Besonderheiten und Werkzeugkonzepten finden Sie auf unserer Seite zum Kunststoff-Tiefziehen.
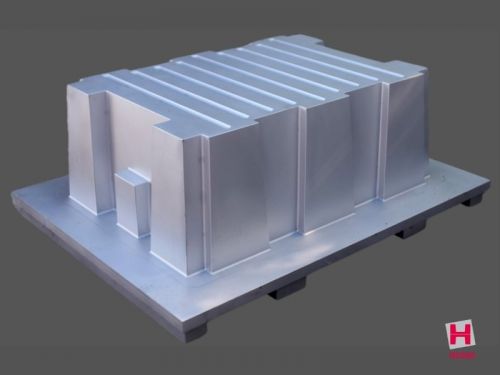
Das Thermoformwerkzeug bestimmt wesentlich die Geometrie, Oberflächenstruktur und Materialverteilung eines Thermoformteils. Es bildet die zentrale Schnittstelle zwischen Konstruktion, Material und Umformprozess.
Je nach Anforderungen kommen unterschiedliche Werkzeugwerkstoffe wie Aluminium, Epoxidharz oder Modellbauwerkstoffe zum Einsatz. Die Werkzeugauslegung beeinflusst unter anderem Wärmeleitung, Umformverhalten und Prozessstabilität während des Thermoformens.
Der Thermoformprozess wird durch verschiedene technische Einflussgrößen bestimmt. Dazu zählen insbesondere Bauteilgeometrie, Materialeigenschaften, Werkzeugkonzept und Prozessführung.
Diese Faktoren wirken sich unter anderem auf Wandstärkenverteilung, Prozessstabilität und die Qualität der Umformung aus.
Wichtige Einflussgrößen sind:
Jedes Kunststoffbauteil stellt andere Anforderungen an Bauteilgeometrie, Material, Stückzahl und Fertigungsprozess. Deshalb unterstützen wir Sie genau dort, wo Sie uns benötigen – von der ersten Bauteilidee über die technische Beratung und Entwicklung bis zur wirtschaftlichen Umsetzung im Kunststoff-Tiefziehen. Oder wir fertigen Ihr Kunststoffbauteil zuverlässig nach Ihren vorhandenen CAD-Daten. Sie entscheiden, welche Leistungen Sie in Anspruch nehmen möchten.
Sie erreichen uns telefonisch:
+49 2837 96 130 0 per E-Mail oder ganz einfach über unser Kontaktformular.
Thermoformen zählt zu den Umformverfahren der Kunststofftechnik und unterscheidet sich hinsichtlich Prozessführung, Werkzeugkonzept und Materialverarbeitung von Verfahren wie Spritzguss, GFK-Verarbeitung oder Metallumformung.
Welche Technologie geeignet ist, hängt insbesondere von Geometrie, Materialverhalten, Bauteilanforderungen und den gewünschten Prozesseigenschaften ab.
Während beim Spritzguss aufgeschmolzener Kunststoff in ein geschlossenes Werkzeug eingespritzt wird, basiert das Thermoformen auf der Umformung erwärmter Kunststoffplatten oder -folien. Dadurch unterscheiden sich beide Verfahren unter anderem hinsichtlich Werkzeugkonzept, Materialverteilung und Bauteilgeometrie.
Im Unterschied zu GFK-Verfahren erfolgt das Thermoformen mit thermoplastischen Halbzeugen und reproduzierbaren Umformprozessen. Die Verfahren unterscheiden sich insbesondere hinsichtlich Werkstoffverhalten, Prozessführung und Oberflächencharakteristik.
Thermoformen ermöglicht die Verarbeitung thermoplastischer Werkstoffe zu leichten und korrosionsbeständigen Strukturen. Im Vergleich zur Metallverarbeitung unterscheiden sich insbesondere Materialeigenschaften, Umformverhalten und konstruktive Möglichkeiten.
Thermoformprozesse können je nach Anlagenkonzept unterschiedlich stark automatisiert werden. Automatisierte Systeme übernehmen beispielsweise das Einlegen, Umformen, Entformen oder den Materialtransport innerhalb des Prozesses.
Der Automatisierungsgrad hängt unter anderem von Bauteilgeometrie, Prozessablauf und Fertigungskonzept ab.


Im Thermoformen können Rezyklate und Mehrschichtmaterialien eingesetzt werden. Dabei werden recycelte Kunststoffanteile gezielt in thermoplastische Materialaufbauten integriert.
Der Einsatz von Rezyklaten beeinflusst unter anderem Materialeigenschaften, Umformverhalten und Materialaufbau im Thermoformprozess.
Weitere Informationen zu Materialkreisläufen, Mehrschichtaufbauten und Rezyklaten finden Sie auf unserer Seite zum Kunststoff-Tiefziehen.
Thermoformen und Extrusion sind eng miteinander verknüpft. Während bei der Extrusion thermoplastische Kunststoffplatten als Halbzeug hergestellt werden, erfolgt im Thermoformen deren Umformung in eine dreidimensionale Geometrie.
Die Eigenschaften der extrudierten Platten beeinflussen unter anderem Materialverhalten, Umformbarkeit und Materialverteilung während des Thermoformprozesses.
Dazu zählen beispielsweise Schichtaufbau, Temperaturverhalten und mechanische Eigenschaften des Halbzeugs.
Rund um das Thermoformen existieren zahlreiche Fragen und Annahmen, die häufig aus der Verpackungsindustrie oder aus älteren Technologien stammen. In der industriellen Anwendung hat sich das Verfahren jedoch deutlich weiterentwickelt.
Nein. Moderne Thermoformverfahren ermöglichen auch komplexe Geometrien und große Umformtiefen. Durch abgestimmten Prozessführung, Werkzeugkonzepten und Vorformtechniken lassen sich unterschiedliche Geometrien und Materialverteilungen realisieren.
Nein. Neben der Verpackungsindustrie ist Thermoformen heute ein etabliertes Verfahren zur Herstellung technischer Kunststoffbauteile. Typische Anwendungen finden sich im Maschinenbau, Fahrzeugbau, in der Medizintechnik sowie in der Gebäudetechnik.
Nein. Während Folien vor allem im Verpackungsbereich eingesetzt werden, basiert das industrielle Thermoformen (Kunststoff-Tiefziehen) überwiegend auf Kunststoffplatten mit höheren Materialstärken. Diese ermöglichen stabile, langlebige und funktionale Bauteile für technische Anwendungen.
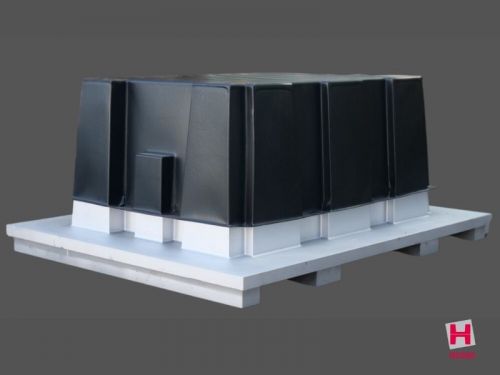
Thermoformen eignet sich besonders für mittelgroße bis großformatige Bauteile. Je nach Anlagentechnik und Bauteilauslegung lassen sich auch sehr große Kunststoffteile wirtschaftlich herstellen.
In der industriellen Praxis sind Bauteilgrößen von mehreren Metern keine Seltenheit. Bei Hesse Thermoformung können beispielsweise Bauteile bis zu einer Größe von 2750 × 1800 × 800 mm realisiert werden.
Die tatsächlich umsetzbare Größe hängt dabei von Faktoren wie Bauteilgeometrie, Material, Wandstärke und Anforderungen an Stabilität und Maßhaltigkeit ab.
Ja. Thermoformteile werden nach dem Umformen häufig weiterbearbeitet, beispielsweise durch CNC-Fräsen, Bohren, Entgraten oder Beschnitt.
So lassen sich die endgültige Geometrie, präzise Ausschnitte und funktionsrelevante Konturen zuverlässig herstellen. Die nachgelagerte Bearbeitung ist ein wichtiger Bestandteil der Prozesskette und trägt wesentlich zur Maßgenauigkeit und Funktion des Bauteils bei.
Die Hesse Thermoformung GmbH beschäftigt sich seit vielen Jahren mit der Verarbeitung thermoplastischer Kunststoffe im Thermoformverfahren.
Weitere Informationen zu Thermoformen, Kunststoff-Tiefziehen, Materialien und technischen Kunststoffteilen finden Sie in den entsprechenden Fachbereichen unserer Website.
Persönliche Beratung von Experten
70 Jahre Branchenkompetenz
Produktion in Deutschland Firmensitz am Niederrhein
Individueller Full Service nach Ihren Anforderungen
Drücke Enter zum Suchen oder Esc zum Schließen.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}