Kunststoff Tiefziehen für technische Tiefziehteile
Kunststoff Tiefziehen ist ein industrielles Thermoformverfahren zur Herstellung technischer Tiefziehteile aus Kunststoff nach Maß. Dabei werden thermoplastische Kunststoffhalbzeuge erwärmt und mithilfe von Vakuum, Druckluft und/oder mechanischer Unterstützung in eine definierte dreidimensionale Geometrie umgeformt.
Im industriellen Kunststoff-Tiefziehen liegt der Schwerpunkt dabei überwiegend auf der Verarbeitung thermoplastischer Kunststoffplatten für technische Anwendungen. Das Verfahren eignet sich insbesondere für mittelgroße bis großformatige Kunststoffbauteile wie Verkleidungen, Gehäuse, Abdeckungen oder funktionale Kunststoffbauteile mit individuellen Anforderungen an Oberfläche, Stabilität und Design.
Besonders bei Kleinserien und Mittelserien bietet das Kunststoff-Tiefziehen wirtschaftliche Vorteile durch vergleichsweise geringe Werkzeugkosten, kurze Entwicklungszeiten und eine hohe konstruktive Flexibilität. Je nach Bauteilgeometrie, Material und Stückzahl kann das Verfahren jedoch auch für größere Serien wirtschaftlich eingesetzt werden.

Inhaltsverzeichnis: Tiefziehen Kunststoff
Beispiele für Tiefgezogene Kunststoffteile
Was ist Kunststoff Tiefziehen und wie funktioniert es?
Ablauf Schritt für Schritt
Vakuumtiefziehen
Wann ist Kunststoff Tiefziehen sinnvoll?
Materialherstellung und Prozesskette
Mehrschichtmaterialien im Kunststoff Tiefziehen
Closed Loop und Recycling
Konstruktion und Bauteilauslegung
Oberstempel
Fertigung und Weiterverarbeitung
Wirtschaftlichkeit und Kosten
Tiefziehwerkzeug und Prozessparameter
Welcher Kunststoff eignet sich zum Tiefziehen?
Technologische Entwicklungen
Tiefziehteile aus Kunststoff
Für wen sind Kunststoff-Tiefziehteile geeignet?
Fragen zum Kunststoff-Tiefziehen
Hesse Thermoformung als Hersteller für Kunststoff-Tiefziehteile
Technische Tiefziehteile aus Kunststoff
Tiefgezogene Kunststoffteile werden insbesondere für technische und industrielle Anwendungen mit mittleren bis großen Bauteilabmessungen eingesetzt. Typische Tiefziehteile sind Kunststoffverkleidungen, Gehäuse, Abdeckungen sowie funktionale Bauteile mit Anforderungen an Oberfläche, Stabilität und Gewicht.
Je nach Anwendung kommen unterschiedliche Materialien, Wandstärken und Oberflächenstrukturen zum Einsatz. Die folgenden Beispiele zeigen typische tiefgezogene Kunststoffteile für den Maschinenbau, Fahrzeugbau, die Medizintechnik und weitere industrielle Einsatzbereiche.




Was ist Kunststoff Tiefziehen?
Kunststoff Tiefziehen ist ein industrielles Thermoformverfahren zur Herstellung technischer Tiefziehteile aus thermoplastischen Kunststoffen. Dabei werden erwärmte Kunststoffhalbzeuge in eine dreidimensionale Geometrie umgeformt.
Das Verfahren eignet sich insbesondere für mittelgroße bis großformatige Kunststoffbauteile wie Verkleidungen, Gehäuse, Abdeckungen oder funktionale Tiefziehteile mit Anforderungen an Oberfläche, Stabilität und Design.
Je nach Anwendung kommen unterschiedliche Verfahrensvarianten wie Vakuumtiefziehen oder Druckumformen zum Einsatz. Im Unterschied zum Metalltiefziehen basiert das Tiefziehen von Kunststoff auf der Erwärmung und anschließenden Umformung thermoplastischer Kunststoffe.
Wie funktioniert Kunststoff Tiefziehen?
Beim Kunststoff-Tiefziehen werden thermoplastische Kunststoffhalbzeuge erwärmt, umgeformt und anschließend kontrolliert abgekühlt.
Zunächst wird das Material auf die erforderliche Umformtemperatur erwärmt. Dadurch wird der Kunststoff weich und verformbar, ohne in den flüssigen Zustand überzugehen. Anschließend erfolgt die Umformung im Werkzeug. Je nach Verfahren wird das Material mithilfe von Vakuum, Druckluft und/oder mechanischer Unterstützung an die Werkzeugkontur angelegt.
Nach der Umformung wird das Bauteil kontrolliert abgekühlt, sodass die gewünschte Geometrie stabil erhalten bleibt. Anschließend kann das Tiefziehteil je nach Anwendung weiterbearbeitet werden, beispielsweise durch CNC-Bearbeitung, Beschnitt oder Montage.
Grundsätzlich wird beim Kunststoff-Tiefziehen zwischen der Verarbeitung von Kunststofffolien und Kunststoffplatten unterschieden. Während Folien überwiegend für dünnwandige Anwendungen eingesetzt werden, liegt der Schwerpunkt im industriellen Kunststoff-Tiefziehen auf thermoplastischen Kunststoffplatten für technische Bauteile.
In der industriellen Praxis hat sich insbesondere das Vakuumtiefziehen als zentrale Verfahrensvariante etabliert.
Tiefziehen von Kunststoff – Ablauf Schritt für Schritt
Der Tiefziehprozess folgt einem klar strukturierten Ablauf. Dabei wird das thermoplastische Kunststoffhalbzeug erwärmt, umgeformt, kontrolliert abgekühlt und anschließend weiterverarbeitet.

Typischer Ablauf beim Kunststoff-Tiefziehen
- Vorbereitung: Die thermoplastische Kunststoffplatte wird in die Thermoformmaschine eingelegt.
- Erwärmung: Das Kunststoffhalbzeug wird mithilfe von Heizstrahlern auf die erforderliche Umformtemperatur erwärmt.
- Vorstrecken: Das erwärmte Material kann gezielt vorgedehnt werden, um die Wandstärkenverteilung während der Umformung zu beeinflussen.
- Vakuumtiefziehen: Die Kunststoffplatte wird mithilfe von Vakuum an die Werkzeugkontur angelegt und in die gewünschte Geometrie umgeformt.
- Abkühlung: Das geformte Bauteil wird kontrolliert bis zur Entformungstemperatur abgekühlt.
- Entformen: Das fertige Tiefziehteil wird aus dem Werkzeug entnommen.
- Weiterverarbeitung: Je nach Anwendung folgen CNC-Bearbeitung, Beschnitt, Entgraten oder Montage.
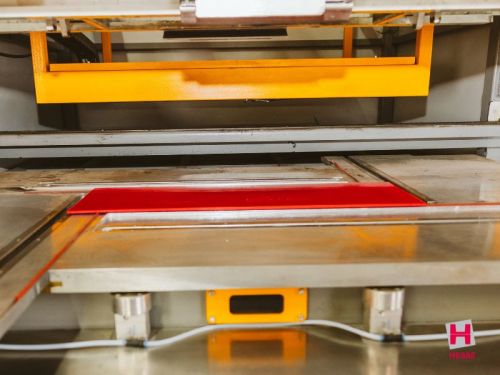
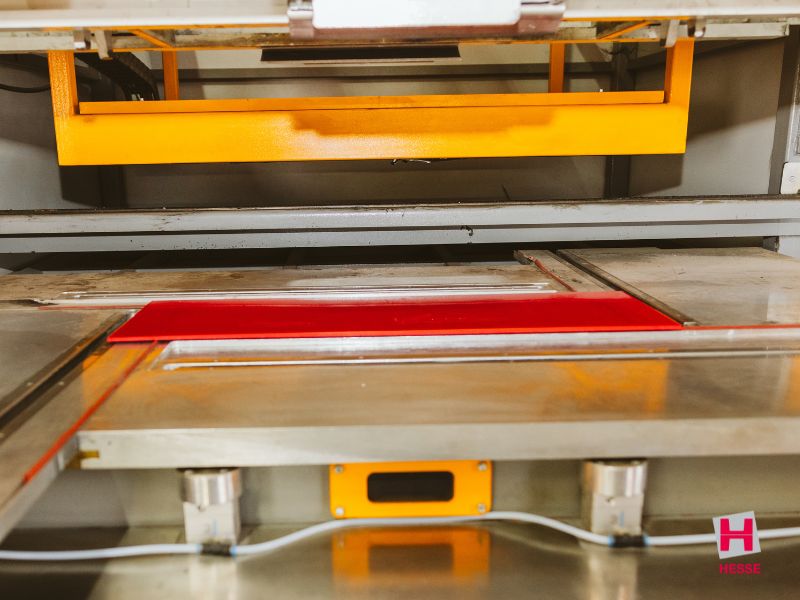
Vakuumtiefziehen
Tiefziehen einer Kunststoffplatte mittels Vakuum
Beim Vakuumtiefziehen wird das erwärmte Kunststoffhalbzeug mithilfe von Unterdruck an die Werkzeugkontur angelegt und in die gewünschte Geometrie umgeformt. Das Verfahren zählt zu den wichtigsten Verfahrensvarianten im industriellen Kunststoff-Tiefziehen.
Das Vakuumtiefziehen eignet sich insbesondere für mittelgroße bis großformatige Kunststoffbauteile wie Verkleidungen, Gehäuse oder Abdeckungen mit Anforderungen an Oberfläche, Stabilität und Design. Je nach Bauteilgeometrie und Umformanforderung lassen sich sowohl einfache als auch komplexe Geometrien mit großen Umformtiefen realisieren.
Typische Einsatzbereiche finden sich unter anderem im Maschinenbau, Fahrzeugbau, Caravanbau, in der Medizintechnik sowie in der Gebäudetechnik und Elektromobilität.
Besonders bei Kleinserien und mittleren Stückzahlen bietet das Vakuumtiefziehen wirtschaftliche Vorteile durch vergleichsweise geringe Werkzeugkosten und hohe Flexibilität. Abhängig von Material, Geometrie und Automatisierungsgrad kann das Verfahren jedoch auch für größere Serien wirtschaftlich eingesetzt werden.
Im Unterschied zum Verpackungsthermoformen liegt der Schwerpunkt im industriellen Vakuumtiefziehen auf technischen Kunststoffbauteilen mit reproduzierbaren Eigenschaften und definierten Wandstärken.
Wann ist Kunststoff Tiefziehen sinnvoll?
Kunststoff-Tiefziehen eignet sich insbesondere für Kunststoffbauteile mit individuellen Geometrien und spezifischen Anforderungen an Oberfläche, Stabilität, Gewicht und Funktion. Das Verfahren wird häufig für technische Tiefziehteile eingesetzt, bei denen vergleichsweise geringe Werkzeugkosten, flexible Anpassungsmöglichkeiten und kurze Entwicklungszeiten gefragt sind.
Besonders bei Kleinserien und mittleren Stückzahlen bietet das Kunststofftiefziehen wirtschaftliche Vorteile. Abhängig von Bauteilgeometrie, Material und Automatisierungsgrad kann das Verfahren jedoch auch für größere Serien sinnvoll eingesetzt werden.
Typische Anwendungen sind Kunststoffverkleidungen, Gehäuse und Abdeckungen sowie weitere tiefgezogene Kunststoffbauteile für industrielle Einsatzbereiche.
Zu den wesentlichen Vorteilen des Kunststoff-Tiefziehens zählen:
- vergleichsweise geringe Werkzeugkosten
- hohe Designfreiheit
- flexible Produktanpassungen
- wirtschaftliche Fertigung mittelgroßer bis großformatiger Bauteile
- kurze Entwicklungs- und Umsetzungszeiten
Insbesondere bei mittelgroßen bis großformatigen Kunststoffbauteilen und projektspezifischen Anforderungen bietet das Kunststofftiefziehen konstruktive und wirtschaftliche Vorteile gegenüber anderen Fertigungsverfahren, da Werkzeuganpassungen, Varianten und Entwicklungsänderungen vergleichsweise flexibel umgesetzt werden können.
Eine detaillierte Gegenüberstellung verschiedener Thermoformverfahren finden Sie auf unserer Seite zum Thermoformen.
Sie möchten prüfen, ob Kunststoff-Tiefziehen für Ihr Bauteil geeignet ist? Gerne unterstützen wir Sie bei einer ersten technischen Einschätzung auf Basis Ihrer Anforderungen.
Sie planen ein Kunststoffbauteil?
Gemeinsam prüfen wir unverbindlich, ob sich Ihr Bauteil wirtschaftlich im Kunststoff-Tiefziehen fertigen lässt. Senden Sie uns Ihre Zeichnung, CAD-Daten oder eine erste Idee. Gemeinsam bewerten wir Machbarkeit, Materialauswahl und Wirtschaftlichkeit und entwickeln die passende Lösung für Ihr Projekt.
Wir fertigen maßgeschneiderte Kunststoffteile bis zu einer Größe von 2.750 × 1.800 × 800 mm – flexibel abgestimmt auf Ihre Anforderungen, von einzelnen Fertigungsschritten bis zum Full Service in der Kunststofftechnik.
Lassen Sie uns über Ihr Projekt sprechen. Sie erreichen uns telefonisch:
+49 2837 96 130 0 per E-Mail oder ganz einfach über unser Kontaktformular.
Materialherstellung und Prozesskette im Kunststoff-Tiefziehen
Insbesondere im industriellen Kunststoff-Tiefziehen kommen überwiegend extrudierte Kunststoffplatten als Halbzeug zum Einsatz. Deren Eigenschaften beeinflussen unter anderem Verarbeitbarkeit, Wandstärkenverteilung und die spätere Bauteilqualität während des Tiefziehprozesses.
Für stabile und reproduzierbare Tiefziehprozesse ist daher eine abgestimmte Betrachtung von Material, Konstruktion, Werkzeugkonzept und Prozessführung entscheidend.
Zusammenhang von Extrusion und Tiefziehen
Beim Extrudieren von Kunststoffplatten entstehen bereits Eigenschaften, die sich auf die spätere Umformung im Tiefziehprozess auswirken können. Dazu zählen beispielsweise Oberflächenqualität, Schichtaufbau sowie thermische und mechanische Werkstoffeigenschaften des Halbzeugs.
Auch Mehrschichtmaterialien und coextrudierte Kunststoffplatten prägen das spätere Verhalten während der Umformung und ermöglichen die gezielte Kombination unterschiedlicher Materialeigenschaften innerhalb eines Bauteils.
Eine abgestimmte Zusammenarbeit zwischen Materialherstellung, Konstruktion und Fertigung unterstützt konstante Materialeigenschaften und stabile Tiefziehprozesse.
Einfluss der Extrusion auf das Umformverhalten
Während der Extrusion können materialtypische Eigenschaften und innere Spannungen entstehen, die sich auf das spätere Umformverhalten auswirken.
Mögliche Auswirkungen sind unter anderem:
- unterschiedliches Dehnverhalten des Materials
- ungleichmäßige Wandstärkenverteilung bei komplexen Geometrien
- Verzug oder Rückfederung nach der Umformung
Diese Zusammenhänge müssen bereits bei Konstruktion, Werkzeugauslegung und Prozessführung berücksichtigt werden. Durch abgestimmte Werkzeugkonzepte, geeignete Prozessparameter und eine materialgerechte Bauteilauslegung lassen sich viele dieser Effekte gezielt reduzieren.
Mehrschichtmaterialien im Kunststoff Tiefziehen
Moderne Kunststoffplatten bestehen häufig aus mehreren Schichten, die unterschiedliche technische und optische Funktionen übernehmen. Dadurch lassen sich beispielsweise mechanische Stabilität, Oberflächenqualität, UV-Beständigkeit oder chemische Beständigkeit gezielt innerhalb eines Materialaufbaus kombinieren.
Ein typisches Beispiel sind coextrudierte Kunststoffplatten:
1. Deckschicht (z. B. PMMA): UV-beständig, kratzfest und optisch hochwertig.
2. Mittelschicht (z. B. ABS): mechanische Stabilität und gute Umformeigenschaften.
3. Kernschicht mit Rezyklatanteil: Reduzierung von Materialeinsatz und Ressourcenverbrauch.
Durch diesen Mehrschichtaufbau lassen sich funktionale und optisch hochwertige Bauteile wirtschaftlich realisieren. Gleichzeitig können Rezyklate gezielt integriert werden, ohne sichtbare Oberflächen oder relevante Bauteileigenschaften wesentlich zu beeinflussen.

Mehrschichtmaterialien bieten im Kunststoff-Tiefziehen sowohl technische als auch wirtschaftliche Vorteile. Unterschiedliche Werkstoffeigenschaften können gezielt innerhalb eines Bauteils kombiniert und an die jeweilige Anwendung angepasst werden. Gleichzeitig ermöglichen Mehrschichtaufbauten eine Reduzierung des Neuwareanteils, eine optimierte Materialnutzung sowie hochwertige Oberflächen für technische Sichtteile und funktionale Kunststoffbauteile.
Closed Loop und Recycling im Kunststoff-Tiefziehen
Im Kunststofftiefziehen können Produktionsreste aus Beschnitt und Weiterverarbeitung sortenrein aufbereitet und erneut dem Materialkreislauf zugeführt werden.
In sogenannten Closed-Loop-Systemen werden diese Materialreste vermahlen, regranuliert und anschließend erneut in der Extrusion eingesetzt. Dadurch lassen sich Materialverluste reduzieren und Rohstoffe effizienter nutzen.
Der Einsatz von Rezyklaten erfolgt abhängig von den technischen, optischen und funktionalen Anforderungen des jeweiligen Kunststoffbauteils. Insbesondere bei Mehrschichtmaterialien können Rezyklatanteile gezielt in den Materialaufbau integriert werden, ohne sichtbare Oberflächen oder relevante Bauteileigenschaften wesentlich zu beeinflussen.
Konstruktion und Bauteilauslegung beim Tiefziehen Kunststoff
Die Konstruktion von Tiefziehteilen unterscheidet sich grundlegend von anderen Kunststoffverfahren wie dem Spritzguss. Da das Kunststoff-Tiefziehen ein Umformverfahren ist, entstehen Wandstärken durch die Verformung des Materials und werden nicht direkt im Werkzeug definiert.
Bereits in der Entwicklungsphase beeinflussen Bauteilgeometrie, Materialauswahl und Werkzeugkonzept maßgeblich das Umformverhalten, die Wandstärkenverteilung sowie die Eigenschaften des Kunststoffbauteils.
Eine fertigungsgerechte Bauteilauslegung ist daher entscheidend, um Funktion, Prozessstabilität und Wirtschaftlichkeit zuverlässig miteinander zu verbinden.

Wandstärkenverteilung beim Tiefziehen
Ein zentraler Aspekt bei der Konstruktion von Tiefziehteilen ist die Wandstärkenverteilung während der Umformung. Da das Material im Tiefziehprozess gedehnt wird, entstehen abhängig von Geometrie, Umformtiefe und Werkzeugauslegung unterschiedliche Wandstärken innerhalb des Bauteils.
Insbesondere bei großen Umformtiefen oder engen Radien wird das Material stärker gedehnt, wodurch die Wandstärke lokal abnimmt. Flachere Bereiche weisen dagegen meist höhere Wandstärken auf.
Diese Zusammenhänge müssen bereits bei Konstruktion, Werkzeugauslegung und Prozessführung berücksichtigt werden, um Stabilität, Funktion und Bauteilqualität sicherzustellen.
Die Wandstärkenverteilung entsteht dabei direkt aus dem Zusammenspiel von Bauteilgeometrie, Materialverhalten und Prozessführung und beeinflusst maßgeblich die spätere Bauteilqualität.
Warum die Wandstärkenverteilung entscheidend ist:
Eine gleichmäßige Wandstärkenverteilung ist entscheidend für Funktion, Stabilität und Wirtschaftlichkeit eines Tiefziehteils. Ungleichmäßige Materialverteilungen können sich sowohl auf die Bauteilqualität als auch auf die Prozessstabilität auswirken.
Wichtige Einflussfaktoren sind unter anderem:
- Belastbarkeit und Stabilität: Zu geringe Wandstärken können die mechanische Stabilität beeinträchtigen und das Risiko von Verformungen oder Bauteilversagen erhöhen.
- Maßhaltigkeit und Funktion: Ungleichmäßige Materialverteilungen können zu Verzug, Maßabweichungen oder funktionalen Einschränkungen führen.
- Oberflächenqualität: Kritische Umformbereiche und innere Spannungen können sichtbare Oberflächendefekte begünstigen.
- Wirtschaftlichkeit: Eine optimierte Materialverteilung reduziert Materialeinsatz, verbessert die Prozessstabilität und kann Fertigungskosten senken.
Konstruktionsempfehlungen für eine möglichst gleichmäßige Wandstärkenverteilung
Bereits bei der Konstruktion lassen sich viele Einflussgrößen berücksichtigen, um eine möglichst homogene Materialverteilung während des Tiefziehprozesses zu unterstützen.
- Große Ziehverhältnisse vermeiden: Gleichmäßige Bauteilabmessungen und moderate Umformtiefen unterstützen eine gleichmäßigere Wandstärkenverteilung. Die Bauteilhöhe sollte nach Möglichkeit kleiner sein als die größte Ausdehnung in Länge oder Breite.
- Große Radien und gleichmäßige Übergänge vorsehen: Sanfte Geometrieübergänge reduzieren kritische Umformbereich und unterstützen eine gleichmäßigere Materialverteilung.
- Sicken, Stege oder Stützkonturen einsetzen: Solche Konstruktionselemente erhöhen die Stabilität des Bauteils und können dünnere Wandbereiche konstruktiv unterstützen.
- Funktions- und Montagebereiche berücksichtigen: Bohrungen, Befestigungspunkte oder Montagezonen sollten möglichst in Bereichen mit ausreichender Materialstärke positioniert werden.
- Simulation und Prototypen nutzen: Frühe Analysen und Musterteile helfen dabei, kritische Bereiche frühzeitig zu erkennen und die Bauteilauslegung zu optimieren.
Einfluss von Geometrie und Bauteilauslegung
Die Bauteilgeometrie beeinflusst maßgeblich das Umformverhalten, die Wandstärkenverteilung und spätere Qualität des Tiefziehteils. Insbesondere Umformtiefe, Radien und Geometrieübergänge wirken sich direkt auf die Materialdehnung während des Tiefziehprozesses aus.
Enge Radien und große Umformtiefen führen zu höheren Materialdehnungen und damit häufig zu lokalen Wandstärkenreduzierungen. Gleichmäßige Übergänge und ausreichend große Radien unterstützen dagegen eine homogenere Materialverteilung und verbessern Stabilität sowie Prozesssicherheit.
Auch Entformungsschrägen sind entscheidend für eine sichere und reproduzierbare Entformung der Kunststoffbauteile. Hinterschnitte lassen sich im Kunststofftiefziehen nur eingeschränkt realisieren und erfordern zusätzliche konstruktive oder werkzeugtechnische Maßnahmen.
Konstruktion, Material und Fertigungsprozess sollten daher frühzeitig aufeinander abgestimmt werden, um technisch funktionale und wirtschaftlich herstellbare Tiefziehteile zu realisieren.
Oberstempel im Tiefziehprozess
Im Kunststoff-Tiefziehen können Oberstempel eingesetzt werden, um die Materialverteilung während der Umformung zu verbessern. Dabei wird das erwärmte Kunststoffhalbzeug kontrolliert vorgestreckt und gleichmäßiger an die Werkzeugkontur angepasst.
Insbesondere bei großen Umformtiefen oder komplexen Geometrien unterstützt der Einsatz eines Oberstempels eine gleichmäßigere Wandstärkenverteilung und reduziert lokale Materialausdünnungen in kritischen Bereichen.
Dadurch lassen sich Bauteilqualität, Prozessstabilität und Reproduzierbarkeit im Tiefziehprozess verbessern. Die Auslegung des Oberstempels erfolgt dabei abgestimmt auf Geometrie, Material und die jeweiligen Umformanforderungen.
Fertigung und Weiterverarbeitung von Tiefziehteilen
Kunststoff-Tiefziehen und CNC-Bearbeitung können entweder als getrennte oder als integrierte Fertigungsschritte umgesetzt werden. Eine direkte Weiterverarbeitung ohne Zwischenlagerung ermöglicht effizientere Prozessabläufe, kürzere Durchlaufzeiten und effizientere Fertigungsabläufe.
In klassischen Fertigungsabläufen werden Tiefziehen und CNC-Bearbeitung häufig räumlich oder zeitlich voneinander getrennt. Dadurch entstehen zusätzliche Handlingsaufwände, längere Durchlaufzeiten sowie zusätzlicher Lager- und Transportaufwand.
Je nach Fertigungskonzept lassen sich beide Prozesse direkt miteinander verbinden. Die Tiefziehteile werden dabei unmittelbar nach dem Umformen weiterbearbeitet, beispielsweise durch CNC-Fräsen, Beschnitt oder Montage – ohne zusätzliche Lager- oder Wartezeiten.
Integration von Kunststoff-Tiefziehen und CNC-Bearbeitung
Im industriellen Kunststoff-Tiefziehen trägt die abgestimmte Verbindung von Umformung und Weiterverarbeitung wesentlich zu Prozessstabilität und Wirtschaftlichkeit bei.
Durch die Integration beider Prozessschritte lassen sich Handlingsaufwände reduzieren, Durchlaufzeiten verkürzen und Fertigungsabläufe effizienter gestalten. Insbesondere bei Serienfertigung und wiederkehrenden Bauteilen verbessert eine abgestimmte Prozesskette die Reproduzierbarkeit und unterstützt stabile Fertigungsprozesse.
Die Kombination aus Kunststoff-Tiefziehen und CNC-Bearbeitung ermöglicht damit eine effiziente Herstellung passgenauer und funktionaler Kunststoffbauteile.
Vorteile integrierter Fertigungsprozesse
- reduzierte Lager- und Transportwege
- verkürzte Durchlaufzeiten
- geringerer Handlingsaufwand
- höhere Prozesssicherheit
- verbesserte Reproduzierbarkeit
- effiziente Weiterverarbeitung der Tiefziehteile



Wirtschaftlichkeit und Kosten im Kunststoff-Tiefziehen
Die Wirtschaftlichkeit im Kunststoff-Tiefziehen wird maßgeblich durch Material, Bauteilgeometrie, Werkzeugkonzept, Fertigungsprozess und Weiterverarbeitung beeinflusst. Insbesondere bei mittelgroßen bis großformatigen Kunststoffbauteilen sowie bei Klein- und Mittelserien bietet das Verfahren häufig wirtschaftliche Vorteile gegenüber anderen Fertigungstechnologien.
Zu den wichtigsten Einflussgrößen zählen Materialeinsatz, Werkzeugkosten, Wandstärkenverteilung, Automatisierungsgrad sowie der Aufwand für Nachbearbeitung und Montage. Auch Materialhandling, Fertigungsabläufe und Durchlaufzeiten wirken sich direkt auf die Gesamtkosten aus.
Durch eine fertigungsgerechte Konstruktion, abgestimmte Materialkonzepte und effiziente Prozessketten lassen sich Kosten, Materialeinsatz und Fertigungsaufwand gezielt optimieren. Welche Lösung technisch und wirtschaftlich sinnvoll ist, hängt dabei immer von Bauteilgeometrie, Stückzahl und den jeweiligen Anforderungen an das Kunststoffbauteil ab.
Wie beeinflusst die Materialwahl die Kosten im Kunststofftiefziehen?
Der Materialeinsatz zählt zu den wichtigsten Kostenfaktoren im Kunststoff-Tiefziehen und bietet gleichzeitig großes Optimierungspotenzial. Materialauswahl, Plattenaufbau und Bauteilauslegung beeinflussen sowohl die Wirtschaftlichkeit als auch die spätere Bauteilqualität.
Durch geeignete Materialstrategien lassen sich Materialkosten reduzieren, ohne Funktion oder technische Eigenschaften wesentlich zu beeinträchtigen.
Typische Optimierungsmöglichkeiten sind:
- Einsatz wirtschaftlicher Standardkunststoffe wie ABS, PS oder PP
- Kombination von Neuware und Rezyklat in Mehrschichtaufbauten
- Einsatz coextrudierter Kunststoffplatten mit angepassten Materialeigenschaften
- Standardisierte Farben und Oberflächen zur Reduzierung von Beschaffungs- und Verarbeitungskosten
- Abgestimmte Material- und Mengenplanung zur Optimierung von Einkaufs- und Prozesskosten
Prozessoptimierung und Materialhandling
Eine wirtschaftliche Fertigung im Kunststoff-Tiefziehen erfordert abgestimmte Fertigungsabläufe – von der Materialbereitstellung über die Umformung bis zur Weiterverarbeitung.
Kurze Wege, reduzierte Handlingsschritte und integrierte Prozessketten tragen dazu bei, Durchlaufzeiten, Prozesskosten und Fehlerquellen zu reduzieren.
Typische Optimierungspotenziale sind:
- reduzierter Material- und Handlingsaufwand
- minimierte Zwischenlagerungen
- abgestimmte Abläufe zwischen Tiefziehen und Nachbearbeitung
- integrierte Fertigungsschritte innerhalb der Prozesskette
Eine abgestimmte Prozessführung verbessert dabei Wirtschaftlichkeit, Reproduzierbarkeit und Prozesssicherheit in der Serienfertigung.
Tiefziehwerkzeug und Prozessparameter
Das Tiefziehwerkzeug ist ein zentrales Element im Kunststoff-Tiefziehen und hat maßgeblichen Einfluss auf Geometrie, Oberflächenqualität sowie die Wirtschaftlichkeit eines Kunststoffbauteils. Es formt das erwärmte Kunststoffhalbzeug in die gewünschte Kontur und beeinflusst damit direkt Qualität, Maßhaltigkeit und Reproduzierbarkeit der Tiefziehteile.
Aufbau, Werkstoff und Auslegung des Werkzeugs werden individuell an Material, Bauteilgeometrie und geplante Stückzahl angepasst – von einfachen Prototypenwerkzeugen bis hin zu komplexen Serienwerkzeugen für reproduzierbare Fertigungsprozesse.
Darüber hinaus beeinflusst das Werkzeug die gesamte Prozessführung. Insbesondere Wärmeleitung und Temperaturstabilität wirken sich direkt auf Zykluszeiten, Umformverhalten und Oberflächenqualität aus. Die Qualität des Werkzeugs hat damit unmittelbaren Einfluss auf Prozessstabilität, Ausschussquote und Wirtschaftlichkeit der Fertigung.
Typische Probleme bei ungeeigneten Tiefziehwerkzeugen:
- unzureichende Wärmeleitung: verlängerte Abkühlzeiten und geringere Produktivität
- hoher Verschleiß: schwankende Bauteilqualität, unscharfe Konturen und erhöhte Ausschussraten
- geringe Temperaturstabilität: Maßabweichungen und zusätzlicher Nachbearbeitungsaufwand
Vorteile hochwertiger Tiefziehwerkzeuge:
- Konstante Prozessbedingungen und kurze Zykluszeiten
- hohe Reproduzierbarkeit auch bei komplexen Geometrien
- geringerer Wartungs- und Verschleißaufwand
- reduzierte Fehleranfälligkeit und stabile Fertigungsabläufe
Werkzeugkonzepte und Wirtschaftlichkeit
Im Kunststoff-Tiefziehen kommen unterschiedliche Werkzeugkonzepte zum Einsatz, die abhängig von Bauteilgeometrie, Oberflächenanforderungen und Anwendung ausgewählt werden.
- Positivwerkzeug: Beim Positivwerkzeug wird das erwärmte Kunststoffhalbzeug über das Werkzeug gezogen. Die Innenseite des Tiefziehteils bildet dabei die Werkzeugkontur ab, während die Außenseite ihre ursprüngliche Oberflächenstruktur der Kunststoffplatte weitgehend beibehält. Dieses Werkzeugkonzept eignet sich insbesondere für Bauteile mit hohen optischen Anforderungen.
- Negativwerkzeug: Beim Negativwerkezeug wird das Material in das Werkzeug gezogen. Dadurch bildet die Außenseite des Kunststoffbauteils die Werkzeugoberfläche exakt ab. So lassen sich auch detaillierte Strukturen, scharfe Konturen und präzise Oberflächen realisieren. Das Verfahren eignet sich besonders für funktionale Kunststoffbauteile mit hohen Anforderungen an Präzision und Oberflächenqualität.
Die Wahl des Werkzeugkonzepts sowie des Werkzeugwerkstoffs – häufig Aluminium oder Modellbauwerkstoffe wie Ureol – beeinflusst Wärmeleitung, Oberflächenqualität, Standzeit und Wirtschaftlichkeit des Tiefziehprozesses.
Ein wesentlicher Vorteil des Kunststoff-Tiefziehens liegt in den vergleichsweise geringen Werkzeugkosten sowie der hohen Flexibilität bei Änderungen und Varianten. Je nach Bauteilgeometrie, Material und Automatisierungsgrad eignet sich das Verfahren sowohl für Klein- und Mittelserien als auch für größere Serienfertigungen.
Welcher Kunststoff eignet sich zum Tiefziehen?
Für das Kunststoff-Tiefziehen eignen sich verschiedene thermoplastische Kunststoffe wie ABS, ASA, PMMA, PC, PP oder PE. Welche Materialien eingesetzt werden, hängt insbesondere von den Anforderungen an Mechanik, Oberfläche, Temperaturbeständigkeit, Witterungsbeständigkeit und Umformverhalten ab.
Je nach Anwendung lassen sich Tiefziehteile schlagzäh, UV-beständig, chemikalienresistent oder optisch hochwertig auslegen. Unterschiedliche Oberflächen, Farben und Materialstrukturen ermöglichen zudem eine hohe gestalterische Flexibilität.
Im industriellen Kunststoff-Tiefziehen kommen häufig auch Mehrschichtmaterialien und coextrudierte Kunststoffplatten zum Einsatz. Dadurch lassen sich unterschiedliche Materialeigenschaften gezielt innerhalb eines Bauteils kombinieren – beispielsweise UV-beständige Oberflächen, schlagzähe Trägerschichten oder Rezyklatanteile im Kern.
Entscheidend für die Materialauswahl sind unter anderem Umformverhalten, Temperaturfenster, Dehnfähigkeit sowie mechanische, thermische und optische Eigenschaften des Werkstoffs. In Kombination mit einer materialgerechten Konstruktion lassen sich dadurch funktionale, langlebige und wirtschaftliche Tiefziehteile aus Kunststoff realisieren.
In der Praxis haben sich insbesondere folgende Materialien für das Kunststoff-Tiefziehen bewährt:
- ABS: Vielseitiger Standardwerkstoff für technische Kunststoffteile im Innenbereich mit guten mechanischen Eigenschaften.
- ABS-PMMA: Für hochwertige Sichtteile im Außenbereich mit UV-Beständigkeit und kratzfester Oberfläche.
- ABS-ASA / ASA: Für langlebige Außenanwendungen mit hoher Witterungs- und UV-Beständigkeit.
- PC-ABS: Für anspruchsvolle Anwendungen mit erhöhter Schlagzähigkeit, Temperaturbeständigkeit und Brandschutz.
- PMMA: Für transparente oder optisch anspruchsvolle Bauteile mit hoher Lichtdurchlässigkeit.
- PC: Für sicherheitsrelevante Bauteile mit hoher Schlagzähigkeit und Temperaturbeständigkeit.
- PP / PE: Für funktionale Bauteile mit hoher chemischer Beständigkeit und geringem Gewicht.
- HIPS: Für wirtschaftliche Anwendungen mit geringeren mechanischen Anforderungen.
- PVC: Für formstabile und chemikalienbeständige Bauteile im Innenbereich.
- ABS-TPU: Für Bauteile mit Soft-Touch-Oberflächen und erhöhter Haptik.
- ABS/PVDF: Für Anwendungen mit hohen Anforderungen an Chemikalienbeständigkeit und Hygiene.
Sie sind unsicher, welcher Kunststoff für Ihr Bauteil geeignet ist? Wir unterstützen Sie bei der Auswahl des passenden Materials – abgestimmt auf Ihre Anwendung, Bauteilgeometrie und Anforderungen.
Technologische Entwicklung im Kunststoff-Tiefziehen
Das Kunststoff-Tiefziehen hat sich in den vergangenen Jahren technologisch deutlich weiterentwickelt. Moderne Thermoformanlagen, optimierte Fertigungsabläufe und neue Materialkonzepte ermöglichen heute die wirtschaftliche Herstellung technisch anspruchsvoller Kunststoffbauteile mit hohen Anforderungen an Funktion, Oberfläche und Reproduzierbarkeit.
Insbesondere das industrielle Vakuumtiefziehen ermöglicht die Fertigung mittelgroßer bis großformatiger Bauteile mit komplexen Geometrien und definierten Wandstärken. Durch präzise Steuerungstechnik, abgestimmte Prozessparameter und moderne Werkzeugkonzepte lassen sich auch hohe Umformtiefen und anspruchsvolle Ziehverhältnisse reproduzierbar realisieren.
Gleichzeitig verbessert die Integration nachgelagerter Fertigungsschritte wie CNC-Bearbeitung, Montage oder Baugruppenfertigung die Effizienz entlang der gesamten Prozesskette.
Auch im Bereich der Werkstoffe entwickelt sich das Kunststoff-Tiefziehen stetig weiter. Moderne Co-Extrusionsplatten und Mehrschichtmaterialien ermöglichen die Kombination mechanischer, optischer, chemischer und funktionaler Eigenschaften innerhalb eines Bauteils. Gleichzeitig gewinnen nachhaltige Materialkonzepte mit Rezyklatanteilen zunehmend an Bedeutung.
Dadurch entwickelt sich das Kunststoff-Tiefziehen immer stärker zu einem leistungsfähigen Fertigungsverfahren für technische Kunststoffbauteile im Maschinenbau, Fahrzeugbau, in der Medizintechnik, Gebäudetechnik und weiteren industriellen Anwendungen.
Tiefziehteile aus Kunststoff
Tiefziehteile aus Kunststoff werden insbesondere für industrielle Anwendungen eingesetzt, bei denen leichte, wirtschaftliche und individuell ausgelegte Kunststoffbauteile benötigt werden. Das Kunststoff-Tiefziehen eignet sich besonders für mittelgroße bis großformatige Bauteile mit individuellen Geometrien und hohen Anforderungen an Oberfläche, Funktion und Wirtschaftlichkeit.
Typische Anforderungen an Tiefziehteile sind:
- komplexe Geometrien
- geringes Bauteilgewicht
- hohe Oberflächenqualität
- wirtschaftliche Werkzeugkonzepte
- Integration technischer Funktionen
- flexible Anpassungen und Varianten
Ein wesentlicher Vorteil des Kunststoff-Tiefziehens liegt in der Möglichkeit, funktionale Elemente direkt in das Bau- und Baugruppenkonzept zu integrieren. Dazu zählen beispielsweise Befestigungsbereiche, Verstärkungen, Einleger oder Gewindeeinsätze. Dadurch lassen sich Montageaufwand reduzieren und Baugruppen wirtschaftlich realisieren.
Eine detaillierte Übersicht typischer Anwendungen und Kunststoffbauteile finden Sie auf unserer Seite zu Kunststoffteilen.


Anwendungsbereiche von Tiefziehteilen aus Kunststoff
Tiefziehteile aus Kunststoff kommen in zahlreichen industriellen Anwendungen zum Einsatz – insbesondere dort, wo leichte, stabile und individuell ausgelegte Kunststoffbauteile benötigt werden.
Typische Anwendungen sind:
- Verkleidungen für Maschinen, Fahrzeuge und medizinische Geräte
- Gehäuse für Medizintechnik, Elektronik, Lüftungssysteme und Wärmepumpen
- Abdeckungen zum Schutz sensibler technischer Komponenten
- Schalen und Wannen für Lagerung, Transport oder Montageprozesse
- Sichtteile mit hochwertigen Oberflächen beispielsweise im Caravanbau oder Nutzfahrzeugbereich
- Innenverkleidungen und Frontblenden für Landmaschinen, Baumaschinen und Flurförderfahrzeuge
Die konkrete Ausführung wird dabei individuell an die Anforderungen der jeweiligen Anwendung angepasst.
Für wen sind Kunststofftiefziehteile geeignet?
Kunststoff-Tiefziehteile eignen sich insbesondere für Unternehmen, die technisch anspruchsvolle, wirtschaftliche und individuell ausgelegte Kunststoffbauteile für industrielle Anwendungen benötigen.
Typische Anforderungen sind geringes Bauteilgewicht, hohe Designfreiheit, kurze Entwicklungszeiten sowie wirtschaftliche Fertigungskonzepte für unterschiedliche Stückzahlen.
Typische Zielgruppen und Einsatzbereiche
- Hersteller und OEMs: Unternehmen aus Maschinenbau, Fahrzeugbau, Medizintechnik oder Gebäudetechnik, die ihre Produkte mit funktionalen und langlebigen Kunststoffbauteilen ausstatten möchten.
- Zulieferer und Systemlieferanten: Firmen, die Baugruppen oder Komponenten fertigen und dabei auf wirtschaftliche und anwendungsspezifische Lösungen angewiesen sind.
- Konstrukteure, Entwickler und Ingenieure: Fachleute, die Kunststoffbauteile fertigungsgerecht auslegen und wirtschaftlich realisieren möchten.
- Einkäufer und Projektleiter: Verantwortliche, die zuverlässige Fertigungspartner für technische Kunststoffteile suchen und dabei Qualität, Kosten und Liefersicherheit berücksichtigen müssen.
In vielen industriellen Anwendungen stellt Kunststoff-Tiefziehen eine wirtschaftlich und technisch sinnvolle Ergänzung zu anderen Kunststoffverfahren dar – insbesondere bei mittelgroßen bis großformatigen Kunststoffbauteilen und projektspezifischen Anforderungen.






Diese Kunststoffteile stellen wir her




Fragen zum Kunststoff Tiefziehen
Kunststoff-Tiefziehen ist ein vielseitiges Fertigungsverfahren für Kunststoffteile. In der Praxis ergeben sich dabei häufig Fragen zu Wirtschaftlichkeit, Konstruktion, Materialien, Stückzahlen oder dem Projektablauf.
Nachfolgend finden Sie Antworten auf typische Fragen rund um das Kunststoff-Tiefziehen.
Kunststoff-Tiefziehen lohnt sich besonders bei Kleinserien, Mittelserien sowie bei mittelgroßen bis großen Bauteilen. Da die Werkzeugkosten im Vergleich zu anderen Verfahren wie dem Spritzguss deutlich geringer sind, ist das Verfahren vor allem dann wirtschaftlich, wenn keine sehr hohen Stückzahlen benötigt werden. Unter bestimmten Rahmenbedingungen kann Kunststoff-Tiefziehen jedoch auch bei größeren Losgrößen wirtschaftlich interessant sein, insbesondere bei großflächigen oder voluminösen Bauteilen mit vergleichsweise geringer Wandstärke oder wenn flexible Anpassungen im Projektverlauf erforderlich sind. Ob Tiefziehen für Ihr Projekt sinnvoll ist, hängt jedoch immer von Bauteilgeometrie, Material, Abmessungen und den funktionalen Anforderungen ab.
Tiefziehen ist häufig dann wirtschaftlicher als Spritzguss, wenn mittelgroße bis großformatige Bauteile, kleine bis mittlere Stückzahlen oder kurze Entwicklungszeiten gefordert sind.
Der entscheidende Vorteil liegt in den deutlich geringeren Werkzeugkosten und der schnelleren Umsetzung. Während sich Spritzguss vor allem bei sehr hohen Stückzahlen lohnt, bietet das Kunststoff-Tiefziehen eine flexible und kosteneffiziente Lösung für viele technische Anwendungen.
Entscheidend sind dabei insbesondere Bauteilgröße, Stückzahl sowie die Anforderungen an Flexibilität im Projektverlauf.
Tiefziehen Kunststoff eignet sich besonders für mittelgroße bis großformatige Bauteile. Je nach Anforderung lassen sich Bauteile bis zu 2750 x 1800 x 800 mm realisieren. Damit ist das Verfahren ideal für Anwendungen wie Kunststoffverkleidungen, Gehäuse, Abdeckungen, Schalen oder Wannen. Welche Bauteilgröße konkret umsetzbar ist, hängt von Geometrie, Material und Wandstärkenanforderung ab.
Beim Kunststoff Tiefziehen sind je nach Material und Halbzeug unterschiedliche Oberflächen, Farben und Strukturen möglich. Realisierbar sind beispielsweise glatte, matte, strukturierte oder optisch hochwertige Sichtoberflächen. Durch coextrudierte Materialien können zusätzlich Eigenschaften wie UV-Beständigkeit, Kratzfestigkeit oder definierte Oberflächeneigenschaften gezielt integriert werden. Welche Oberfläche sinnvoll ist, richtet sich nach Anwendung, Designanspruch und Beanspruchung des Bauteils.
Die erreichbaren Toleranzen beim Tiefziehen hängen von Bauteilgeometrie, Material, Werkzeugkonzept und Weiterbearbeitung ab. Für funktionskritische Konturen, Bohrungen, Ausschnitte oder Befestigungspunkte wird deshalb häufig eine nachgelagerte CNC-Bearbeitung eingesetzt und die formzugewandte Seite verwendet.
Das Kunststoff-Tiefziehen stößt bei bestimmten Geometrien, kleinen Radien und engen Toleranzen an seine Grenzen.
Typische Einschränkungen sind:
- begrenzte Detailgenauigkeit bei sehr feinen Strukturen oder scharfen Kanten
- eingeschränkte Hinterschnittmöglichkeiten
- nicht vollständig gleichmäßige Wandstärkenverteilung, insbesondere bei großen Umformtiefen
- erforderliche Entformungsschrägen zur sicheren Bauteilentnahme
Beim Tiefziehen von Kunststoff werden typischerweise Materialstärken von etwa 1 mm bis 10 mm eingesetzt, abhängig von Bauteilgröße, Material und Anwendung.
Prozessbedingt entsteht keine vollständig gleichmäßige Wandstärke. Insbesondere in Bereichen mit großer Umformtiefe kann es zu Materialausdünnung kommen, die bereits in der Konstruktion berücksichtigt werden muss.
Tiefgezogene Kunststoffteile erreichen eine gute Maßhaltigkeit für viele technische Anwendungen, sind jedoch in der Regel weniger präzise als spritzgegossene Bauteile, die aufgrund typischerweise geringerer Abmessungen auch striktere Toleranzen erfüllen müssen.
Die erreichbare Genauigkeit hängt unter anderem von Bauteilgeometrie, Material, Werkzeugkonzept und Prozessführung ab. Für funktionskritische Bereiche wie Bohrungen, Ausschnitte oder Passflächen nutzt man die werkzeugzugewandte Seite oder eine nachgelagerte CNC-Bearbeitung, um die erforderliche Präzision sicherzustellen.
Die Kosten für ein Tiefziehwerkzeug liegen je nach Bauteil, Größe und Anforderungen typischerweise im Bereich von etwa 1.000 € bis 15.000 €.
Entscheidend für den Preis sind vor allem Bauteilgeometrie, Abmessungen, Material, Oberflächenanforderungen sowie die geplante Stückzahl. Einfache Prototypen- oder Musterwerkzeuge, zum Beispiel aus Ureol, sind deutlich günstiger als komplexe Serienwerkzeuge mit hohen Anforderungen an Präzision und Standzeit, die häufig aus Aluminium gefertigt werden.
Im Vergleich zum Spritzguss sind die Werkzeugkosten beim Kunststoff-Tiefziehen deutlich geringer, da die Werkzeuge meist einfacher aufgebaut sind.
Welche Werkzeuglösung für Ihr Projekt sinnvoll ist, hängt immer von den technischen Anforderungen und der geplanten Serienfertigung ab. Daher wird das Werkzeugkonzept individuell ausgelegt.
Beim Kunststoff-Tiefziehen hängt es vom Werkzeugkonzept ab, welche Seite des Bauteils maßhaltiger und optisch relevanter ist.
- Die werkzeugseitige Oberfläche ist die maßhaltigere und bildet die Geometrie sowie Oberflächenstruktur präzise ab.
- Die werkzeugabgewandte Seite ist weniger maßhaltig, besitzt aber meist eine bessere Oberflächenqualität.
Die Dauer hängt vom Projekt, der Bauteilgeometrie, dem Material sowie dem Projektstand und den vorhandenen Daten ab. Grundsätzlich profitieren Sie beim Kunststoff-Tiefziehen jedoch von kurzen Entwicklungs- und Umsetzungszeiten.
Wenn bereits eine fertigungsgerechte Bauteilkonstruktion vorhanden ist, kann die Umsetzung innerhalb weniger Wochen erfolgen.
Besonders bei größeren Bauteilen hat die Fertigung von Tiefziehteilen in Deutschland klare Vorteile in Bezug auf Wirtschaftlichkeit und Prozesssicherheit. Lokale Hersteller punkten mit kurzen Lieferwegen, flexiblen Prozessen und einem engen Austausch mit den Kunden. Die regionale Beschaffung sorgt für stabile Lieferketten und kurze Reaktionszeiten – ein entscheidender Vorteil, wenn es auf Termintreue und schnelle Anpassungen ankommt. Ein weiterer Pluspunkt: Während bei Importen hohe Zölle und erhebliche Transportkosten anfallen, entfallen diese Kosten hierzulande weitestgehend. Das Ergebnis sind wirtschaftlich attraktive Lösungen, Bauteile mit einem langen Produktlebenszyklus sowie eine hohe Prozesssicherheit.
Die genaue Dauer hängt vom Projekt, der Bauteilgeometrie, dem Material und dem Werkzeugkonzept ab. Grundsätzlich bietet das Kunststoff-Tiefziehen jedoch den Vorteil, dass Projekte im Vergleich zu anderen Verfahren häufig schneller entwickelt und umgesetzt werden können. Vor allem durch die vergleichsweise geringen Werkzeugkosten und die flexible Prozesskette lassen sich Muster und erste Bauteile oft zügig realisieren.
Für eine belastbare Einschätzung prüfen wir Ihr Projekt individuell auf Basis Ihrer Anforderungen, da die Dauer vom Projektstand und den vorhandenen Daten abhängt. Wenn bereits fertige CAD-Daten vorliegen, kann die Umsetzung sehr schnell erfolgen:
Werkzeugbeschaffung: ca. 2 Wochen
Erste Bauteile bzw. Muster: ca. 1–2 Wochen danach
In vielen Fällen sind erste Teile somit bereits nach rund 3 Wochen verfügbar.
Wenn Sie noch in der Entwicklungsphase sind, unterstützen wir Sie bereits bei Konstruktion und Auslegung. Die Dauer hängt dann von der Komplexität ab und liegt typischerweise zwischen wenigen Tagen und etwa einer Woche für die Konzeptphase.
Durch unser abgestimmtes Gesamtpaket aus Entwicklung, Werkzeug, Thermoformen und CNC-Bearbeitung lassen sich Projekte insgesamt deutlich schneller umsetzen als bei vielen anderen Fertigungsverfahren.
Für eine erste Einschätzung helfen uns idealerweise CAD-Daten, Zeichnungen, Abmessungen, Stückzahlen, Materialwünsche und Informationen zur Anwendung. Wichtig sind außerdem Angaben zu Oberflächenanforderungen, Einsatzbedingungen und funktionskritischen Bereichen.
Auch wenn noch keine fertigen CAD-Daten vorliegen, ist eine Anfrage jederzeit möglich. In vielen Fällen reicht bereits eine Skizze, ein Referenzbauteil oder eine kurze Beschreibung der Anwendung, um eine erste technische Bewertung vorzunehmen.
Auf dieser Basis erstellen wir eine abgestimmte Einschätzung und bei Bedarf ein erstes Richtpreisangebot inklusive Vorschlägen zur fertigungsgerechten Auslegung. Je klarer die Anforderungen beschrieben sind, desto gezielter lässt sich die passende Lösung ausarbeiten.
Ja, selbstverständlich. Auch wenn noch keine vollständigen CAD-Daten vorliegen, ist eine Anfrage sinnvoll. Bereits auf Basis einer Skizze, eines Referenzbauteils, erster Maße oder einer Beschreibung der Anwendung lässt sich häufig eine erste technische Einschätzung vornehmen. Gerade in frühen Projektphasen unterstützen wir dabei, das Bauteil fertigungsgerecht und wirtschaftlich auszulegen.
Ja. Wir unterstützen Sie bereits in der frühen Projektphase bei der Konstruktion und fertigungsgerechten Auslegung Ihres Bauteils. Ziel ist es, eine technisch funktionale und gleichzeitig wirtschaftlich herstellbare Lösung im Thermoformverfahren zu entwickeln.
Dazu gehören unter anderem die Bewertung der Bauteilgeometrie, die Auswahl geeigneter Materialien sowie die Abstimmung von Wandstärken, Radien und Entformungsschrägen. Auch bestehende Konstruktionen können gezielt für das Thermoformen optimiert werden.
Bereits auf Basis von Skizzen oder ersten Konzepten erstellen wir eine erste technische Einschätzung und unterstützen Sie bei der weiteren Ausarbeitung bis zur Serienreife.
Beim Tiefziehen entsteht konstruktionsbedingt Beschnitt. Dieser wird jedoch in der Regel sortenrein erfasst, aufbereitet und dem Materialkreislauf wieder zugeführt. Durch optimierte Zuschnitte, intelligente Bauteilauslegung und Closed-Loop-Konzepte lässt sich der Materialeinsatz effizient gestalten.
Generell gilt: Dank der vergleichsweisen geringen Werkzeugkosten kann Thermoformen (Tiefziehen Kunststoff) für alle Seriengrößen attraktiv sein. Auch bei großen Stückzahlen bewährt sich das Thermoformen immer häufiger. Gerade bei größeren Bauteilen sind die Werkzeugkosten im Verhältnis zum Spritzguss um ein Vielfaches günstiger. Auch die Maschinenkosten und damit verbunden die Produktionskosten liegen beim Thermoformen aufgrund der stetig wachsenden Automatisierung unter dem Niveau des Spritzgusses. Ein weiterer Vorteil besteht in der Verwendung von extrudiertem Halbzeug. Gerade bei der Plattenextrusion haben sich im Laufe der letzten Jahre durch Innovation neue Verarbeitungsmöglichkeiten in Bezug auf Einsatz von Rezyklaten durch mehrschichtigem Materialaufbau ergeben. Dadurch werden die Materialkosten gesenkt und die Nachhaltigkeit verbessert. Die Entscheidung muss immer im Einzelfall des jeweiligen Projektes betrachtet und im Vergleich zu anderen Verfahren beurteilt werden.
Darum Kunststoff Tiefziehen mit Hesse Thermoformung
Bei der Herstellung technischer Tiefziehteile aus Kunststoff kommt es nicht nur auf das Verfahren selbst an, sondern vor allem auf eine wirtschaftliche, stabile und fertigungsgerechte Umsetzung des Projekts.
Entscheidend sind dabei die abgestimmte Verbindung von Konstruktion, Material, Werkzeug und Fertigungsprozess sowie die Fähigkeit, Kunststoffbauteile zuverlässig und in gleichbleibender Qualität zu fertigen.
Was Sie bei Ihrem Projekt erwarten können
- Fertigungsgerechte Bauteilauslegung: Bereits in der Entwicklungsphase wird Ihr Kunststoffbauteil auf eine wirtschaftliche und prozesssichere Fertigung abgestimmt.
- Abgestimmtes Zusammenspiel aus Material, Werkzeug und Prozess: Alle relevanten Einflussgrößen werden aufeinander abgestimmt, um stabile Fertigungsabläufe und gleichbleibende Bauteilqualität sicherzustellen.
- Flexibilität bei Änderungen und Varianten: Anpassungen lassen sich im Kunststoff-Tiefziehen vergleichsweise schnell und wirtschaftlich umsetzen.
- Hohe Prozesssicherheit in der Serie: Alle relevanten Einflussgrößen werden aufeinander abgestimmt, um prozesssichere Serienfertigung und gleichbleibende Bauteilqualität zu gewährleisten.
- Unterstützung entlang der gesamten Prozesskette: Je nach Projektanforderung begleiten wir Sie von der Bauteilauslegung über das Kunststoff-Tiefziehen bis zur CNC-Weiterverarbeitung, Baugruppenmontage und Serienfertigung.
Seit über 70 Jahren entwickelt und fertigt Hesse Thermoformung technische Tiefziehteile aus Kunststoff für industrielle Anwendungen – unter anderem im Maschinenbau, Fahrzeugbau, in der Medizintechnik, Gebäudetechnik und Elektromobilität.
Gefertigt wird am Standort Weeze (NRW) in Deutschland – mit Lieferung in ganz Europa.
Persönliche Beratung von Experten
70 Jahre Branchenkompetenz
Produktion in Deutschland Firmensitz am Niederrhein
Individueller Full Service nach Ihren Anforderungen

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}